
{kind=link}
Les forets à métaux Würth : la qualité sans compromis
Depuis 30 ans, l’esprit de la gamme Zebra® est d’être au plus proche de la perfection. La marque Zebra® comprend des produits de première qualité avec des solutions novatrices, une ergonomie parfaite, des performances constamment optimisées et une efficacité maximale dans l’utilisation, la fonctionnalité et la durée de vie. La qualité de nos outils est notre priorité. Dans nos laboratoires, chaque produit est soumis à des tests de plusieurs jours en conditions habituelles, et plus extrêmes.
Système de codage couleur Würth* : l’anneau de couleur comme critère de qualité
Presque tous les outils Zebra® sont identifiés par un anneau de couleur. Cela permet une meilleure sécurité d’utilisation : les codes couleur vous permettent de repérer au premier coup d’oeil les outils d’usinages tels que les forets à métaux, tarauds, outils à chanfreiner, fraises et alésoirs suivant la matière à usiner.

* Attention : ce code couleur n’est pas universel.
Matériau du foret
HSS
Acier de travail rapide haute performance
HSCO
Acier de travail rapide haute performance avec 5 % de cobalt.
HSS-CO8
Acier de travail rapide haute performance avec 8 % de cobalt.
Revêtement du foret métal
Magma
Revêtement multicouche en TIN et TIALN, résistant aux températures jusqu’à 800 °C et à une dureté de 3300 HV.
L’avantage de cette couche est que pendant le processus de revêtement, TIN et TIALN sont appliqués en alternance, protégeant le foret en cas de fissures dans les couches.

TIN
Revêtement monocouche en Nitrure de titane résiste à une température de 800° C et à une dureté de 2100 HV.

TIALN
Revêtement monocouche en TIALN, résistant aux températures jusqu’à 900 °C et à une dureté de 3600 HV.

UGV
Usinage à Grande Vitesse. Affûtage précis, commandé CNC. Il garantit une géométrie
de coupe précise et ainsi une qualité constante du trou de perçage et une durée de vie accrue.
Type :
• RN = coupe à droite normale.
• RW = coupe à droite molle (par ex. aluminium).
• RH = coupe à droite dure (par ex. laiton/Hardox).
Norme :
• DIN = selon norme DIN.
• WN = selon norme d’usine.
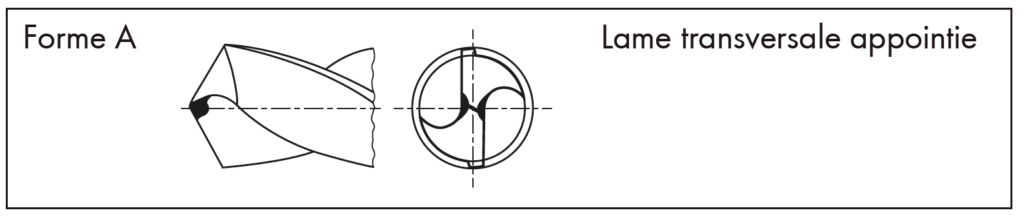
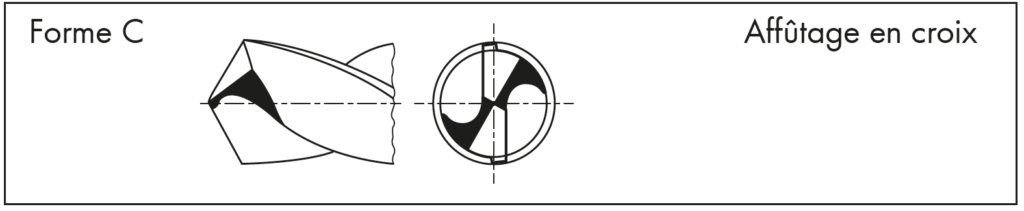
Forme de la pointe
Forme A : Lame transversale appointie
Forme C : Affûtage en croix
Les forets à métaux Würth
Découvrez quelques exemples de la gamme de forets à métaux Würth destinés aux professionnels :
Pour perceuses électriques et sans fil (à main)
Pour l’aluminium :
- Art.N° 062411 : Pour le perçage de précision dans des matériaux souples et à copeaux longs, avec une dureté jusqu’à 600 N/mm² (ex : aluminium, alliages d’aluminium ≤ 10 % de Si, zinc, cuivre, matières plastiques thermodurcissables).
Pour l’acier :
- Art.N° 0624 : Foret métal de précision standard pour un large éventail d’applications dans les aciers d’une dureté jusqu’à 850 N/mm² ainsi que pour la fonte.
- Art.N° 0625 : Foret robuste, bon marché pour percer dans des matières d’une dureté jusqu’à 850 N/mm².
- Art. N° 0629 : Foret long permettant de percer des profondeurs > à 10 fois le diamètre.
- Art. N° 062491 : Foret SMART STEP avec extrémité étagée inégale et asymétrique pour le perçage de l’aluminium, la fonte, le bois, l’acier jusqu’à une résistance de 1000 N/mm². Un perçage plus rapide et plus confortable avec une durée de vie inégalée.
- Art. N°062495 : Foret SMART STEP LONG pour le perçage de l’alu, l’acier, la fonte, le bois jusqu’à une résistance de 1000 N/mm².
Pour l’inox :
- Art. N°062600 : Foret recommandé pour le perçage d’aciers inoxydables, aciers réfractaires. Mais aussi pour des applications standards dans les aciers alliés et fonte de résistance supérieure à 800 N/mm.
- Art. N° 062674/04 : Foret de précision HSCO « Long Life » revêtu magma pour l’usinage de l’acier inoxydable (ex. : A2, A4), des aciers résistant à la chaleur et du titane, ainsi que pour des applications générales dans l’acier jusqu’à une résistance 1000 N/mm² et dans la fonte.
- Art. N°063501 : Foret économique et stable pour l’usinage de l’inox et l’acier jusqu’à une résistance de 1000N/mm².
Pour les matériaux durs :
- Art. N°0618800 : Foret pour le perçage des matériaux durs et tenaces. Excellente résistance.
- Art.N° 0618940100 : Le foret extrêmement durable avec revêtement multicouche Magma et alliage de cobalt à 8% pour le traitement universel des aciers classiques, du titane et des matériaux difficiles à usiner (par exemple HARDOX®) avec des forces extrêmement élevées jusqu’à 1 550 N/mm2.
Universel :
- Art.N° 062693 : Foret adapté pour les machines manuelles (visseuse perceuse) grâce à l’extrémité à 3 méplats qui lui assure un parfait maintien dans le mandrin. Il assure un perçage nettement plus rapide qu’un foret conventionnel et convient pour tous les matériaux tels que les aciers, l’inox, le titane, aciers résistants à la chaleur, la fonte, métaux non ferreux (aluminium, le plastique, le bronze…).
- Art.N° 062691 : Foret SMART STEP avec extrémité étagée inégale et asymétrique pour le perçage de l’inox, l’aluminium, la fonte, le bois, l’acier jusqu’à une résistance de 1300 N/mm². Un perçage plus rapide et plus confortable avec une durée de vie inégalée.
Pour machines stationnaires
Pour l’acier :
- Art.N° 0628. : Foret métal cône morse à faible coût polyvalent pour de larges applications dans les aciers à résistance 850 N/mm² et dans la fonte. Utilisation sur des perceuses à colonne.
- Art. N°62530 : Le foret cône morse est conçu pour des applications dans l’acier jusqu’à 850 N/mm² de résistance et dans la fonte en utilisation sur perceuse à colonne.
Pour l’inox :
- Art.N° 062630 : Foret métal pour perçage de précision sur perceuse à colonne pour l’usinage de l’acier inoxydable (ex. : A2, A4), des aciers résistant à la chaleur et du titane. Convient également pour de larges applications standards dans l’acier jusqu’à une résistance de 1000 N/mm² et dans la fonte.
Pour les matériaux durs :
- Art.N° 061830 : Foret cône morse extrêmement stable sur perceuses à colonne pour le perçage de HARDOX® et matériaux lourds ayant une résistance à la traction extrêmement élevée jusqu’à 1400 N/mm², tels que godet de pelle, carrosseries de camions, des plaques de blindage, charrues, machines agricoles, etc.
Pour machines stationnaires + usinage sur centre numérique
Pour l’acier :
- Art.N° 062540../56../66.. : Foret extra long spiralé perçage profond pour l’Inox (A2, A4), acier résistant à la chaleur. Adapté pour les aciers avec une résistance jusqu’à 1000 N/mm².
Pour l’inox :
- Art. N° 062646/56/66 : Foret extra long à spirale pour des perçages en profondeur dans les aciers inoxydables (ex. : A2, A4), dans les aciers réfractaires ainsi que pour des applications standards dans les aciers avec un résistance allant jusqu’à 1000 N/mm² et dans les fontes.
Universel :
- Art.N° 062605 : Foret métal Premium polyvalent assurant une stabilité et un perçage extrêmement précis pour une utilisation sur des machines stationnaires. Pour l’usinage de précision de tous les matériaux, tels que les aciers inoxydables, les aciers résistant à la chaleur, le titane, ainsi que pour le perçage d’aciers standards, dans la fonte et les métaux non ferreux (alliages de magnésium, le laiton, le bronze et les plastiques.)

Bonjour
Nous recherchons un fournisseur de forets pour l ‘alu l ‘acier et l ‘inox nous sommes une entreprise de menuiserie alu et PVC en activité aux îles St Pierre et Miquelon
Bonjour Monsieur Detcheverry,
Je suis navré de vous apprendre que Würth France ne vend pas des produits en dehors de la France métropolitaine. Peut être que vous pourriez vous approvisionner auprès de Würth Canada ?
Bonne journée.
Bonjour je cherche un foret de 2 ou 3mm capable de percer une plaque d’acier inoxydable salle de bain de 2,5mm. Ça fait trois jours et 10 Forets foutus pour 0,5mm de percé…par ailleurs, quelle est la meilleure vitesse en tours/mn pour de l’inox ? Merci
Bonjour ,
Pour percer de l’inox type 304l il faut un forêt bien affuté vérifier l’angle avec une equerre à 120 degrés vitesse de rotation lente et bien lubrifier
Bonjour Christian, la formule mathématique qui donne la vitesse de rotation pour le perçage est 1000 vc / (pi X d)
vc = vitesse de coupe fonction du matériau à percer en m/s.
Tableaux disponibles sur internet.
Pi = 3.1416
d = diametre du forêt
Exemple pour l inox vc=9m/s
Donc pour un foret de 3mm
(1000 X 9 )/(3.1416X3)= 955 tr/min
En conclusion si matériau a percer est dur il faut baisser la vitesse de rotation et de même si on augmente le diamètre du forêt.
Pour votre cas il existe des forêts spécifiques pour les aciers dur avec du cobalt ou revêtus de titane, ne pas hésiter à utiliser une huile de coupe facilitant le percage prolongeant la durée de vie du forêt.
Cordialement
Bonjour ,
Utiliser aussi une huile de coupe spéciale pour perçage inox ou acier spéciaux.
dans quel magasin les trouvés j ‘habite le blanc dans l’indre 36300
Bonjour Monsieur Douet, il me semble que le magasin de Chateauroux serait le plus proche et vous trouverez une partie de notre gamme de forets : https://magasins.wurth.fr/44-wurth-proxishop-chateauroux Notez que tous nos magasins sont réservés aux professionnels. Autrement, vous retrouverez toutes nos références sur notre boutique en ligne eshop.wurth.fr 🙂
Bonjour, je projette de réaliser un démarreur de paddock pour démarrer les motos. Pour se faire je dois forer un alésage de 62mm (côte à revérifier avec précision mais cela donne déjà un ordre d’idée) sur une profondeur de 16mm pour placer un roulement. La pièce d’alu a une épaisseur de 20mm. Si j’utilise une mèche à trépans je fore au bon diamètre mais la matière centrale reste comme je ne perce pas la totalité de l’épaisseur. Pourriez vous me dire s’il existe chez vous des fraises (réglables peut-être) qui me permettrait de forer à un diamètre de 62 tout en enlevant la matière au milieu. Merci de votre réponse.
Didier.
Bonjour Monsieur Clabodts,
Si vous êtes un professionnel situé en France, je vous invite à reprendre votre question et l’envoyer via ce formulaire de contact :
https://www.wurth.fr/fr/quincaillerie/contact/formulaire/formulaire_contact.php
Votre question serait traitée par nos experts du service technique Würth.
Bonne journée 🙂
bonjour
Quel foret conseillez vous pour percer du grès ceram? tous ceux que j’ai testé son hs ou bout de 5 à 10 perçages…
Merci pour une réponse
Bonjour Monsieur,
Si vous êtes un professionnel situé en France, je vous invite à reprendre votre question et l’envoyer via ce formulaire de contact :
https://www.wurth.fr/fr/quincaillerie/contact/formulaire/formulaire_contact.php
Votre question serait traitée par nos experts du service technique Würth.
Bonne journée 🙂
Bonjour , l’APAVE , me demande de boucher un trou dans un mur en parpaings de 15cm x50cm, dans lequel passent des cables électriques de fortes sections sortant d’une armoire électrique Ceci dans le but de rendre ces cables ignifuges .Ce trou fait environ 50cm par 50cm de volume vous vendez des bombes de polyuréthane spécifiques Combien m’en faut t’il ? Merci de votre réponse .Bonne journée
Bonjour Monsieur,
Pouvez vous transmettre votre question via ce formulaire ? https://www.wurth.fr/fr/quincaillerie/contact/formulaire/formulaire_contact.php
Votre problématique sera transmise au service technique Würth. Attention, nous ne traitons les demandes que des professionnels (nous ne vendons pas aux particuliers) concernant l’usage des produits Würth.
Bonne journée 🙂
sur beaucoup de chantier , on reboucher les trous de passage des câbles avec du plâtre , et c’était des chantiers dans les centres de télécommunications ( tours hertziennes ) le plâtre résiste très bien au feu ! et il coute peu cher !!
Pourquoi ne pas vendre aux particuliers
Bonjour,
Notre volonté est de fournir aux professionnels des produits de la meilleure qualité possible.
Belle journée
Pour percer de l inox sans soucis couper un Oignon en deux plonger votre mèche métal à l interieur tourner la mèche sur elle même et après percer
CELA VA VOUS LAISSÉ SEPTIQUE.
FAITE L’ESSAI SANS UTILISER L OIGNONS.
JE SUIS INCAPABLE DE VOUS DIRE POUQUOI. J AI APRIS CELA PAR UN MONSIEUR TRES ÂGÉ.
UN pro de la maintenances.
..
²A propos des formes A et C des pointes, je ne trouve pas d’indications de différentes utilisations autrement dit quand vaut-il mieux utiliser une forme A ou une forme C. Merci.
Bonjour,
La forme A est surtout utilisée pour les forets de gros diamètre afin de réduire la poussée axiale lors du perçage.
La forme C est un foret auto centrant avec une âme plus épaisse que les forets HSS et qui permet d’obtenir également une réduction de la poussée lors du perçage.
Belle journée